超聲波檢測原理
超聲波特點:
1.在空氣中不能傳播���,遇到空氣100%反射。
2.超聲波在行經介質時����,若遇到不同密度或彈性系數(shù)物質時,即會產生反射回波的特性�,而此種反射回波強度會因材料密度不同而有所差異�。
超聲波檢測原理:
C-SAM檢測(超聲波檢測)即最利用此特性來檢出材料內部的缺陷并依所接收之訊號變化將之成像�。
因此�,只要被檢測的IC上表面或內部晶片構裝材料的界面有離層���、空洞、裂縫等缺陷時,即可由C-SAM影像得知缺陷相對位置�。
超聲波檢測優(yōu)點:
1.適用于金屬、非金屬和復合材料等多種制件的無損檢測
2.缺陷定位較準確
3.對面積型缺陷的檢出率較高
4.靈敏度高����,可檢測試件內部尺寸很小的缺陷
5.對人體及環(huán)境無害
6.不破壞樣品
超聲波常檢測到的缺陷:
超聲波檢測的局限性:
1.對試件中的缺陷進行精確的定性、定量仍須作深入研究���;
2.對具有復雜形狀或不規(guī)則外形的試件進行超聲檢測有困難�;
3.缺陷的位置���、取向和形狀對檢測結果有一定影響�;
4.材質���、晶粒度等對檢測有較大影響;
5.以常用的手工A型脈沖反射法檢測時結果顯示不直觀�,且檢測結果無直接見證記錄。
超聲波檢測缺陷判斷
01缺陷的定量:缺陷的定量指已測定缺陷的大小和數(shù)量���,缺陷大小包括缺陷的面積�、長度和深度����。
由于缺陷的大小主要根據(jù)熒光屏上缺陷波的高度來確定���,而缺陷波的高度又受著缺陷的方向、距離�、起點及儀器的工作狀態(tài)等多種因素影響,因而不易準確地判斷缺陷大小�。
1.1當量法缺陷定量
當量法缺陷定量是以對比試塊上人工缺陷(如平底孔)來衡量缺陷大小,即實際缺陷相當于多大面積的人工缺陷����。
試塊比較法
在相同的探測條件下,將工件中缺陷小組高度����、位置與材質相同的試塊上人工缺陷(平底孔或橫通孔)反射波進行比較,當兩者位置相同���、高度相等或相近時���,則工件中缺陷大小相當于該人工缺陷的直徑大小,稱作當量直徑�。直探頭探傷常以平底孔試塊比較,斜探頭以橫通孔試塊比較���。
“距離-波幅”曲線和“面積-波幅”曲線當量法
缺陷波的高低與缺陷的面積(大?��。┘熬嚯x(深度)有關���,距離相等的缺陷,面積越大���,反射波愈高����;面積相等的缺陷���,距離越近�,反射波愈高���。
因此,可通過數(shù)組距離相同���、面積不同和距離不同���、面積相同的人工缺陷試塊�,作出“面積-波幅”曲線和“距離-波幅”曲線����。
探傷時根據(jù)缺陷波的高度及缺陷波在時間掃描線上的位置通過曲線確定缺陷大小。
如果利用衰減器將人工缺陷反射波高度全部調到熒光屏滿幅的80%�,讀出衰減器讀數(shù)(增加或減小的分貝值dB)并以此作出的曲線稱用“面積-分貝”曲線和“距離-分貝”曲線,實際探測缺陷時����,調節(jié)衰減器使缺陷波高也達滿幅的80%,則根據(jù)缺陷的距離和衰減器上分貝讀數(shù)直接從曲線上查出缺陷當量大小���。
“距離波幅”曲線在焊縫斜角探傷中應用較廣���。
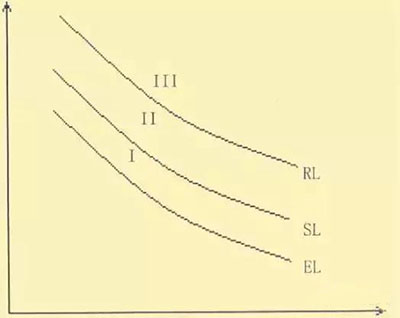
實際探傷使用“距離波幅”曲線由評定線、定量線和判廢線三條組成���,評定線與定量線之間(包括評定線)為I區(qū)����,定量線與判廢線之間(包括定量線)為II區(qū)���,判廢及其以上為III區(qū)�。
RL全稱reference level,SL全稱recording level����,EL全稱evaluation level,定義可以參考ISO 11666����。下圖來自CBT 4559-2011。
圖1 DAC曲線簇
1.2 以波束指向性為基礎的定量法
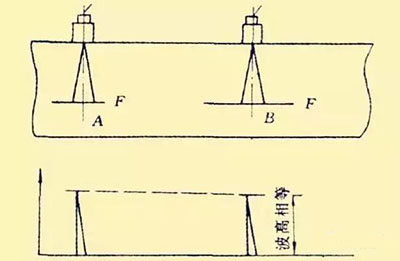
當缺陷面積大于聲束面積時����,無法用當量法判斷缺陷大小(即無法根據(jù)反射波高低判斷缺陷大?。鐖D2所示�。
雖然A、B兩缺陷大小不同����,但缺陷反射波高度卻相同,這是由于缺陷面積大于聲束面積后����,隨著缺陷面積的增大�,缺陷反射波不再增高的緣故�,因此無法根據(jù)波高判斷其大小�。
以波束指向性為基礎的定量法是通過移動探頭探測大缺陷的邊緣(根據(jù)熒光屏上缺陷波高度變化)確定缺陷大小的一種方法,當探頭聲束中心位于缺陷中心時����,缺陷波最高;當聲束中心偏離缺陷中心時����,缺陷波降低;當聲束不與缺陷相遇時�,缺陷波消失。
具體有以下兩種:
圖2 測定缺陷當量的誤差
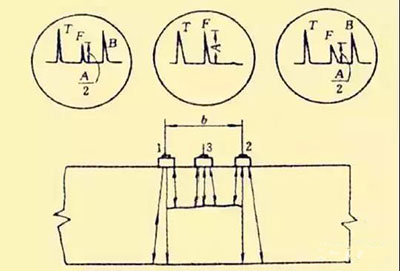
半波高度法
此方法就是文獻中提到的6dB Drop method無論縱波探傷還是橫波探傷�,發(fā)現(xiàn)缺陷后首先找出最高波的探頭位置,如圖3所示位置4���,然后移動探頭����,直至聲束中心恰好在缺陷的邊緣(聲束只有一半射在缺陷上)����,此時反射波高度降低為原來的一半,即圖中探頭1����、2位置���,此時探頭中心之間的距離為b即為缺陷在該方向的尺寸;再將探頭沿不同方向重復上述操作���,由探頭中心各位置構成的軌跡所圍面積���,即為缺陷的指示大小。
由于受缺陷的取向����、形狀及表面狀態(tài)等因素影響,指示大小和缺陷的真實大小往往有一定誤差�。橫波探傷用半波高度法測定缺陷長度與之相同,如圖3所示�。
圖3 半波高度法測定缺陷大小
圖4 斜探頭測定缺陷大小
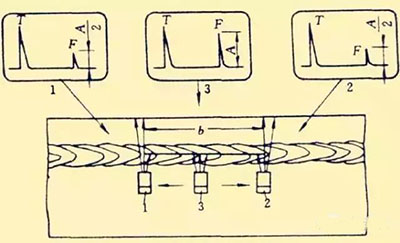
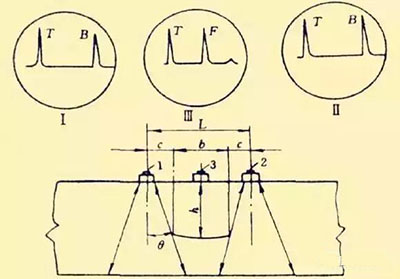
全波消失法
探傷發(fā)現(xiàn)缺陷后,由缺陷波量最高位置向各方向移動探頭����,分別記下缺陷波剛剛消失時探頭的中心位置,這些探頭中心位置圍成的面積為缺陷的大致范圍����,再經簡單計算可得缺陷大小����。
如圖5所示����,探頭在位置3時缺陷波最高����,位置1、2時缺陷波剛剛消失����。
圖5 全波消失法測定缺陷大小
設1、2位置探頭中心間距離為L�,探頭半擴散角為θ,缺陷深度h�,缺陷長度b,探頭半徑為r����,則:
b = L - 2C =L - 2 ( r + htgθ) = L - 2 rhtgθ
θ= arcsin1. 22λ/D
式中 λ:波長;D:探頭直徑����。
1.3 AVG曲線法
AVG曲線又稱“距離-波幅-缺陷當量”曲線�,它是根據(jù)不同尺寸的人工缺陷在不同聲程處的反射�,計算出反射波高并按一定比例作出的各條缺陷當量曲線,通?��?讨圃谟袡C玻璃板上����,直接在熒光屏上使用����,探傷時根據(jù)被探工件厚度調節(jié)時間掃描線,當熒光屏上出現(xiàn)缺陷波后����,根據(jù)其距離(深度)和波高由曲線板上確定缺陷當量大小。
AVG曲線板一般與探傷儀配套���,也可根據(jù)實際生產情況自行制作���。
該法與“距離-波幅”曲線和“面積-波幅”曲線本質上沒有什么差別,但使用更方便���,定量也比較準確���,在生產中得到廣泛應用�。
02缺陷的定性
超聲波探傷除確定缺陷位置及大小外�,還必須確定缺陷的性質����,即定性。
為了定性準確����,探傷前必須對被探工件的結構、材質����、組織狀態(tài)、加工工藝及制造過程中容易產生的缺陷有所了解�,再將實測缺陷的位置、大小���、方向與理論上可能產生缺陷的位置���、大小等情況綜合分析。
對缺陷的準確定性要經過反復認識和長期實踐經驗的積累。
主要可從以下幾方面考慮����。
2. 1 根據(jù)缺陷的大小、形狀判斷
單個較小體積缺陷多為氣孔���、夾渣�;
密集分布的較小點狀缺陷多為白點����、氣池;
尺寸較大的線性或條狀缺陷多為裂紋���、未焊透����;
尺寸較大����、形狀不規(guī)則的缺陷多為約定俗成孔、疏松���、夾渣等���。
2. 2 根據(jù)缺陷所處位置判斷
縮孔����、疏松���、氣泡����、砂眼等多位于鑄件的澆冒口處���;
未焊透多在焊縫中或根部;
未熔合在母材與沓縫交界處���;
裂紋多在應力較大部位����;
氣孔����、夾渣可存在于焊縫中各部位。
2. 3 根據(jù)缺陷波波形特征判斷
缺陷波波高能夠表明����,缺陷密度與工件材料密度相關愈大����,其反射波愈高����。
如氣孔、裂紋���、未焊透�、縮孔�、白點等反射波較高,面非金屬夾雜物���、夾渣等反射波較低�。
Tips總結
缺陷波的形狀����,對氣孔、未焊透�、未熔合等缺陷波形的形狀有影響,其尖銳���、陡直����、波根部清晰;裂紋的波形尖銳�、陡峭,且有波形交錯�;夾渣、疏松等波形較寬�,波低,有明顯樹枝狀����。
缺陷波的敏感性,對白點���、氣孔等單個缺陷,探頭平行移動或轉動時缺陷波迅速消失����,很敏感,而探頭圍繞缺陷轉動時���,缺陷波變化不大����;對裂紋,探頭平行移動時缺陷波陷波波形會發(fā)生一定變化���,探頭移動到一定程度缺陷波才逐漸減幅直至消失����,而轉動探頭時缺陷波會迅速降低甚至消失���,很敏感���;對開頭不規(guī)則的疏松、夾渣等探頭平行移動和轉動時缺陷波變化都較遲緩���。
缺陷波的清晰度表明�,白點�、氣孔、裂紋等缺陷小組清晰度較好����,而非金屬夾雜物、疏松等波形較寬�,高低不同的波峰彼此相連不易分開的�、清晰度差�。
根據(jù)底波高度變化判斷,單個白點����、氣孔對底波高度影響較小,非金屬夾雜物會使底波高度降低�,大面積、近表面缺陷(縮孔�、疏松、裂紋等)出現(xiàn)很強的缺陷波時其底波降低甚至消失�。
滄州五森管道設備有限公司
隔熱管托 http://m.sdyqts.com/